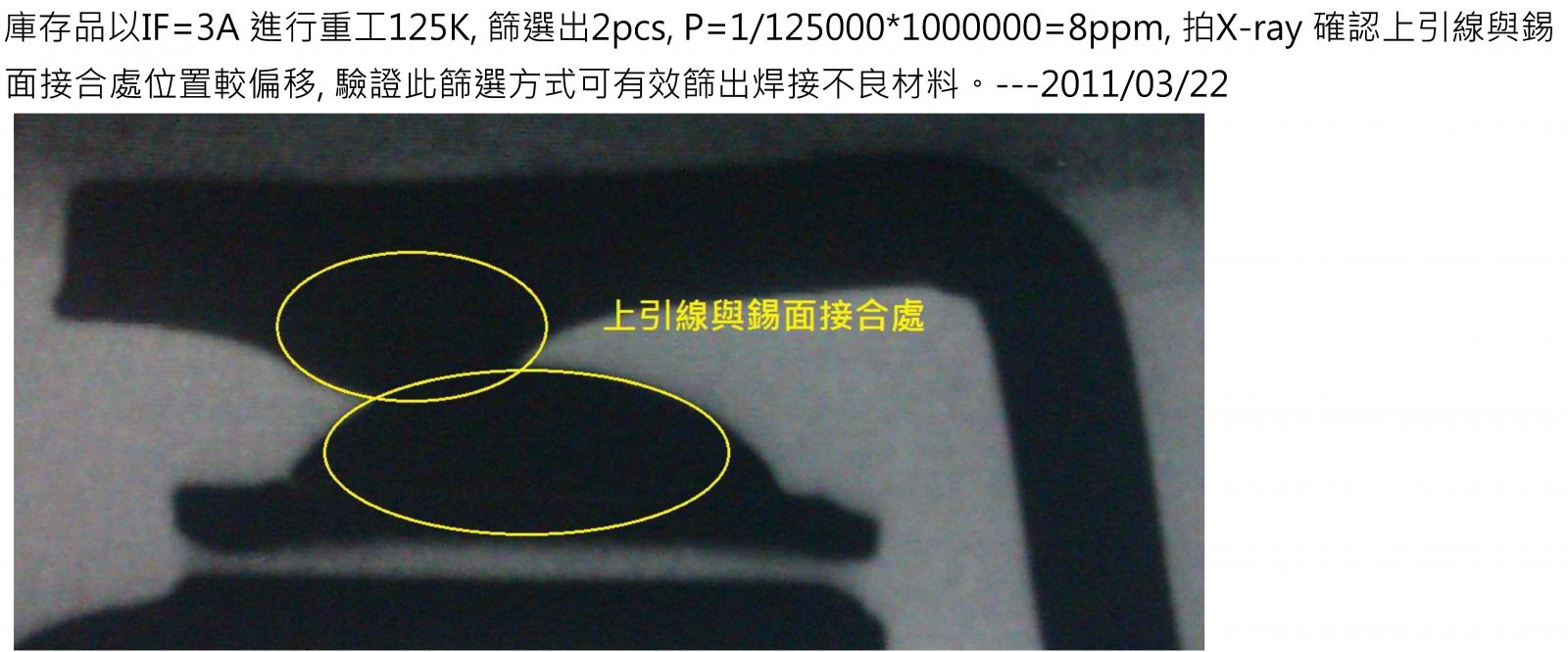
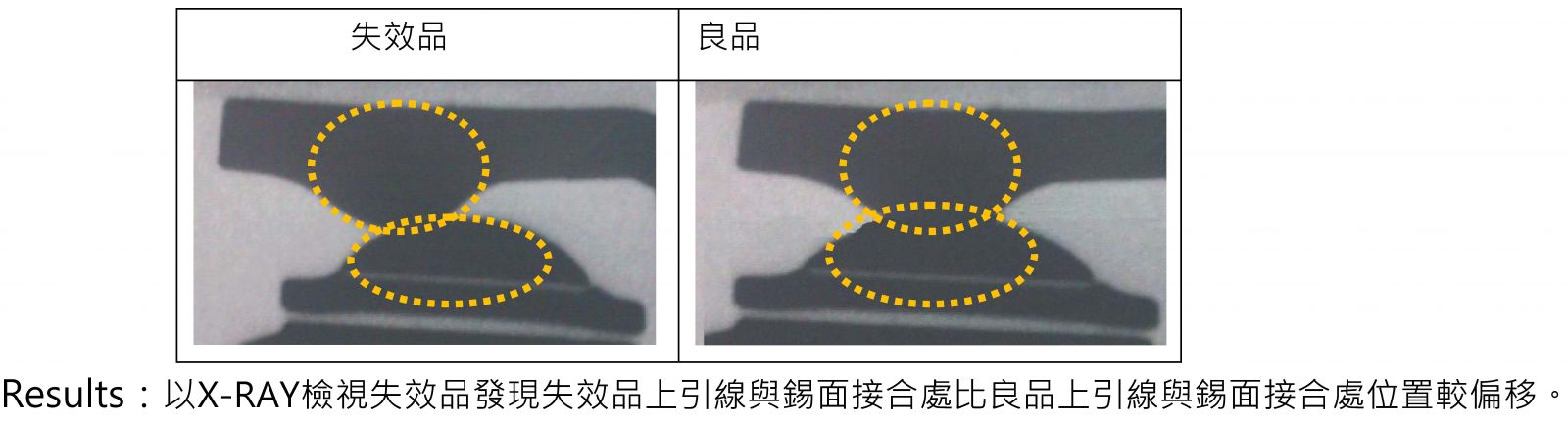
- 以非破壞X-RAY檢測比對, 觀察失效品及良品引線與錫面接合放大比對, 並發現失效品上引線與錫面接合處比良品上引線與錫面接合處位置較偏移
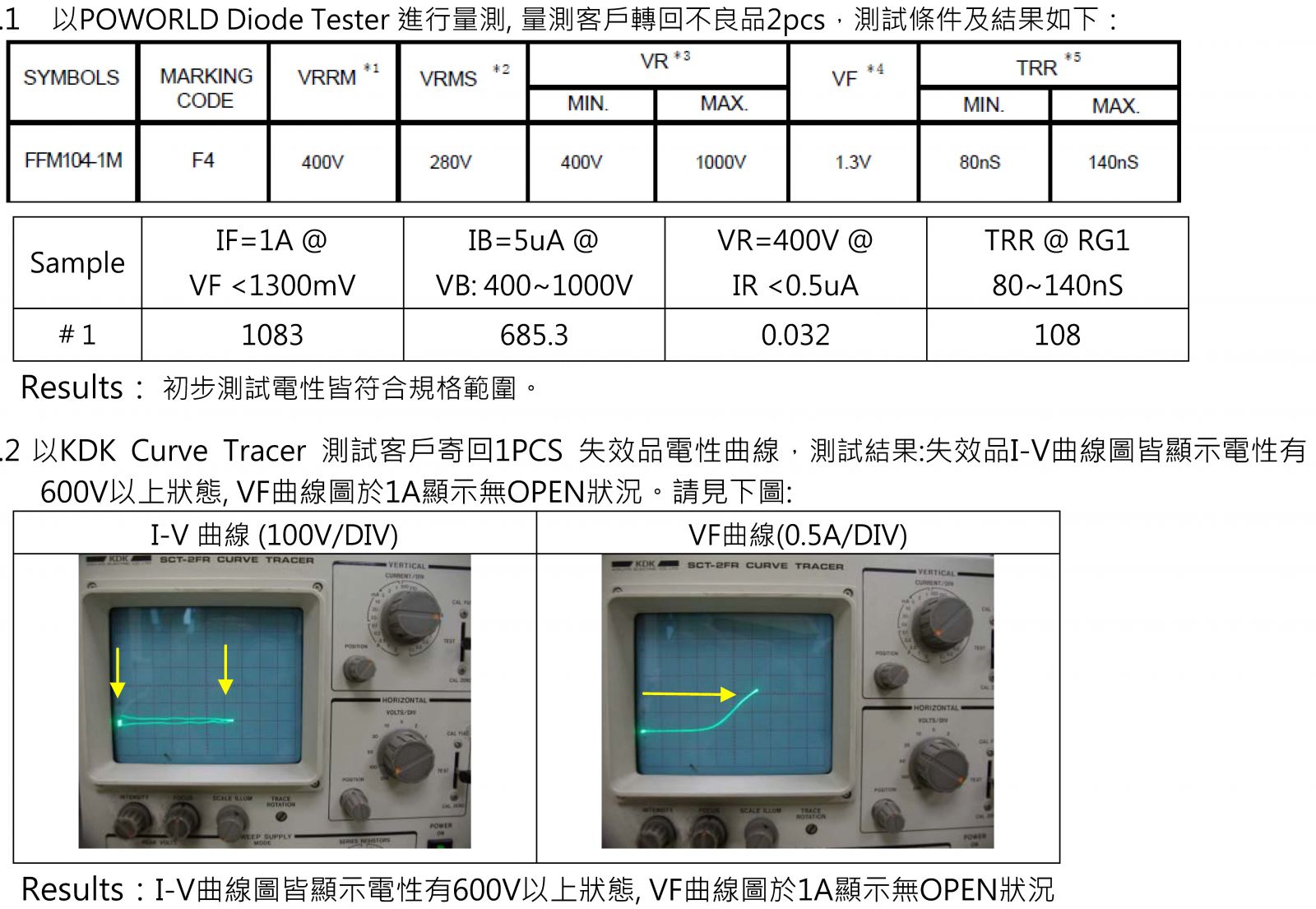
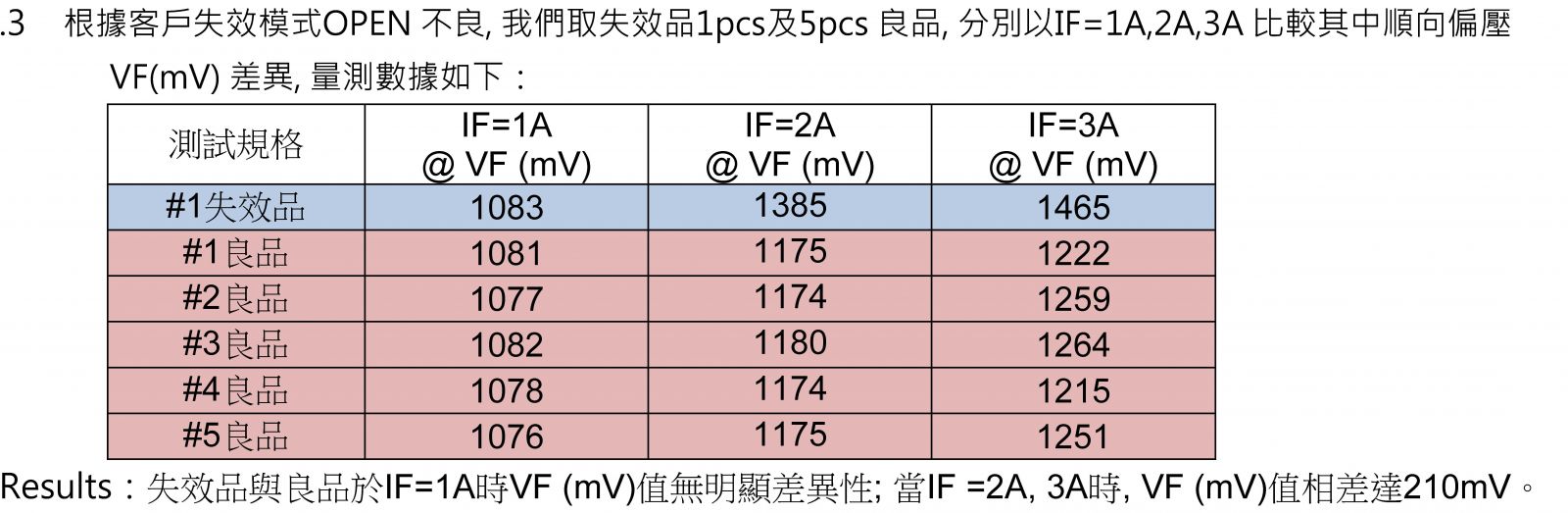
- 電性檢測:分別通過專用測試儀及曲線追蹤儀, 層別常規電性測試正常及Hi-VF差異, 研擬其OPEN問題源特性, 進行1~3倍順向電流下測試驗證比對, 判定其異常範圍
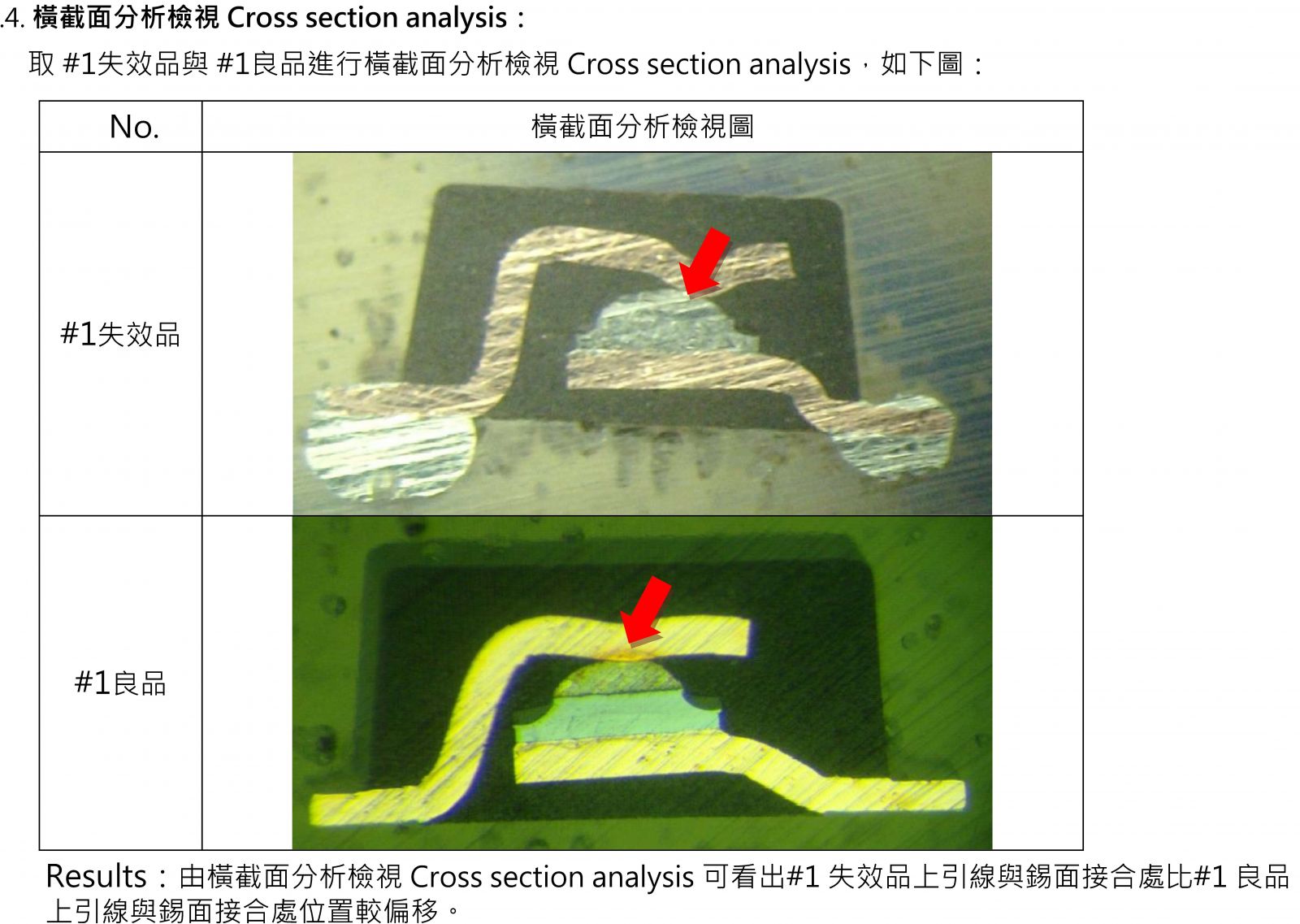
- 通過零件橫截面分析檢視, 比對失效品與良品上引線與錫面接合間隙
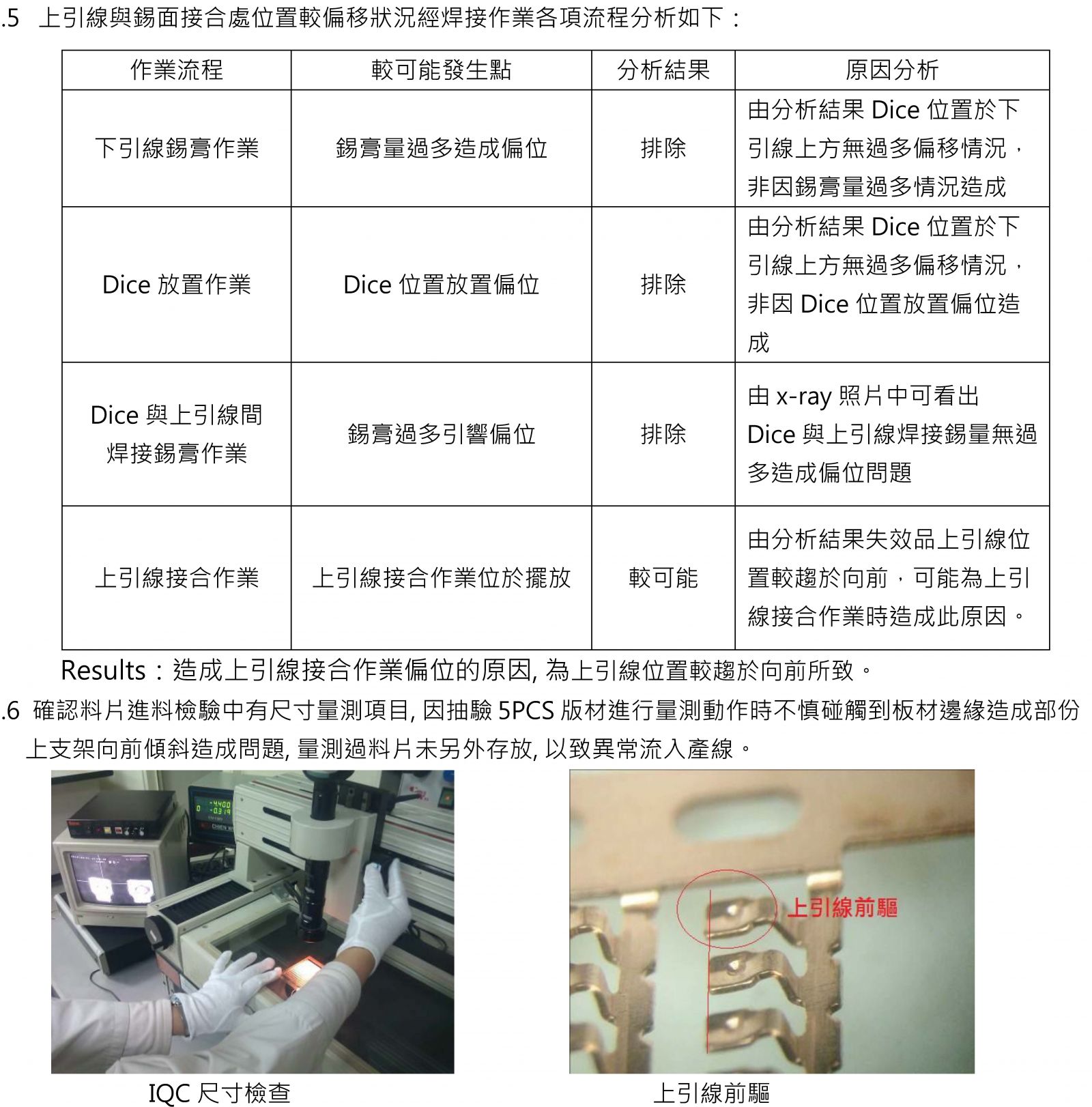
- 通過失效模式討論層別出, 焊接各項作業過程可能造成上引線與錫面接合間隙偏小的因素, 並進而修正該項疏失。
- 同步利用順向壓降斜率量試方法將可能在高溫下熱脹導致上引線與錫面接合間隙偏小的差異值進行監控, 對庫存品125K通過此測試程式有效篩出8DPPM